-
Please only use these forums for blogs, they are not a discussion forum
..
- Thread starter Stani1029
- Start date
Dougyledds
Woopa Pandastyle!
WhaaaaaaaaaatJAE 2015 possibly. But it will only ever have 2 seats! I cant make JAE 2014
Dougyledds
Woopa Pandastyle!
Was totes out of it that day!! When am i gonna see you this year!?Im going on holiday
h701micra
Deactivated Account
Be a task to get the car down to 700-750kg won't it?Anything from 350-400hp @ 700-750kg's fingers crossed
The lower hp and higher weight doesn't quite reach the 450 but I'm sure it will be good enough. At this stage when nothing's done its hard to say what it will really be..
h701micra
Deactivated Account
I'm going by polly's corner weighting of 900kg?Nah, cars are 750-850kg as standard (spec dependant)
Source: Haynes
Enuo
Glorified Electrician
Yeah, electric everything, extra turbo weight, electric sunroof motor etc amongst other thingsI'm going by polly's corner weighting of 900kg?
h701micra
Deactivated Account
Extra SR weight?Yeah, electric everything, extra turbo weight, electric sunroof motor etc amongst other things
(Not engine weights again)
Stani any chance you can weigh your SR?
h701micra
Deactivated Account
Shame :/Little bandit was 665kg, I have nothing to weigh it unfortunately....
£3 bathroom scales would do it
I hear about this Little bandit alot but know nothing about it really
Just bought myself my first welder, I hope its decent enough. What do you guys think?


Nice one. Have you got the link please? Is it good to weld new front panel and one or two patches on the driver sill?
Sent from my iPhone using Tapatalk
Nice stani is that a new one thenAnd here she is!


Sent from my iPhone using Tapatalk
Enuo
Glorified Electrician
9/10 times I have a bad run of welds ita because I've chosen a bad earthing point. On a car its especially tricky. Me and Chris found that taking the steering wheel off and clamping the earth to the column wasn't too bad of that helps.Welder arrived on friday, went straight up to the garage and started practise on a bit of sheet metal. Heres a pic of the penetration with C02 only
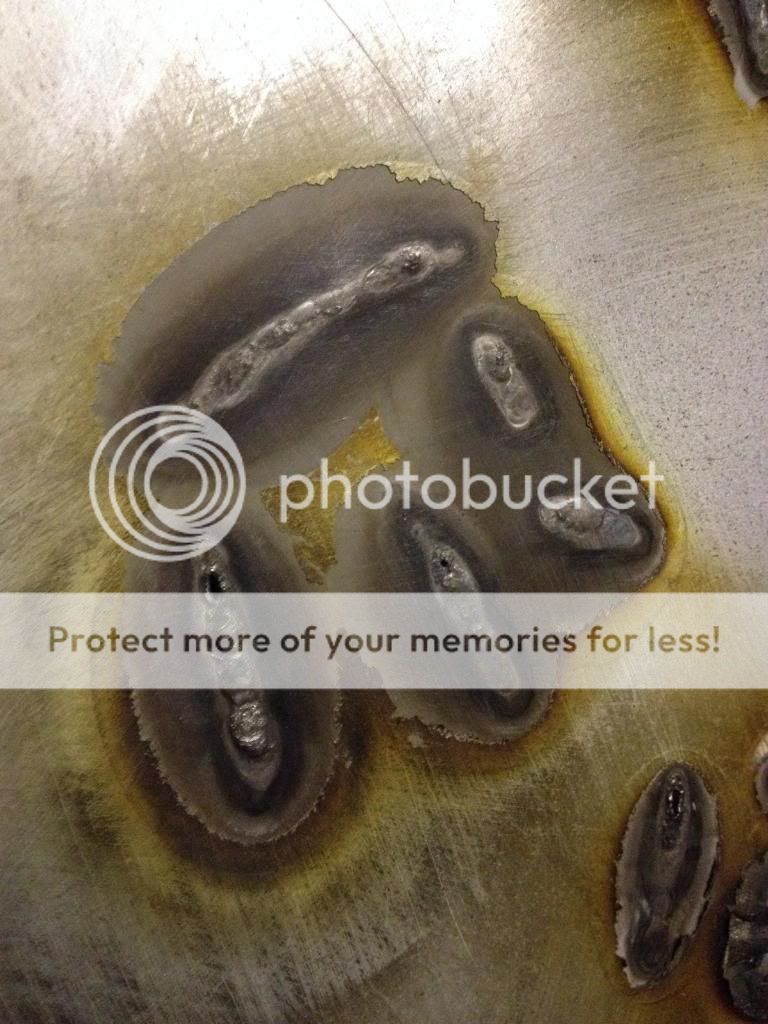
That i was quite happy with although on the other side they were quite thick/tall welds. I also done some overlap welding and that went well too but why when i take it to the car it doesnt go as well? Lol and no i havent attempted the engine mounts, i plated one of the rear arches from where the cage was removed.
Advice, hints, tips welcomed

h701micra
Deactivated Account
Cleanliness of the metal is key when welding on the car.
If you have a good clean earth point you'll weld much better
I find using the steel twist knot brushes is best to get the metal clean
CO2 is perfectly fine for steel but Argon (25%)/CO2 (75%) I've found is better for the thinner stuff 1mm or less
Wire thickness is another factor. Thinner wire for thinner work pieces.. up the wire thickness for thicker pieces.
My welder is only 135a but with 1.0mm wire on max amps it can cause havoc with 10mm steel. 0.6mm min amps it'll weld 0.6mm steel all day long
Hope that helps Stani
If you have a good clean earth point you'll weld much better
I find using the steel twist knot brushes is best to get the metal clean
CO2 is perfectly fine for steel but Argon (25%)/CO2 (75%) I've found is better for the thinner stuff 1mm or less
Wire thickness is another factor. Thinner wire for thinner work pieces.. up the wire thickness for thicker pieces.
My welder is only 135a but with 1.0mm wire on max amps it can cause havoc with 10mm steel. 0.6mm min amps it'll weld 0.6mm steel all day long
Hope that helps Stani
h701micra
Deactivated Account
Suggests lack of gas flow to meJust had to tack weld the full patch lol also after grinding them down they were pitted/holey...
Will argon mix make any difference?
h701micra
Deactivated Account
I get the oppositeI find that pure CO2 gives nice, clean welds with a soft, controllable arc but you get better penetration with argon mix (it gives a more intense, slightly less controllable arc).
-CO2 burns hotter so is less controllable but higher penetration
-Argon/CO2 mix for less heat on thin metals
-Argon for aluminium
-Helium/Argon/CO2 mix for Stainless steel
Last edited:
h701micra
Deactivated Account
I get the opposite
-CO2 burns hotter so is less controllable but higher penetration
-Argon/CO2 mix for less heat on thin metals
-Argon for aluminium
-Helium/Argon/CO2 mix for Stainless steel

Enuo
Glorified Electrician
Maybe its to do with the way different welders convert the AC to DC. But pitting is caused by contamination, wether its oil on the metal burning off and the gases escaping through the molten metal or hydrogen contamination (hydrogen disolves in molten steel and escapes as the metal cools, one of the many reasons you need a gas shield)
Enuo
Glorified Electrician
You can tell who does and doesn't wear gloves when welding by the tan lineYeah glen helped setup the argon/c02 mix and it worked well. I welded both sides and regret doing the outsides without welding gloves on to start as i got a bad burn! But hey ho doesnt affect anything
h701micra
Deactivated Account
If you're ever welding with your head lower down. Put something over your ears... nothing worse than a bead getting in there... because you can't get it outI welded both sides and regret doing the outsides without welding gloves on to start as i got a bad burn! But hey ho doesnt affect anything
So that's where my tan lines are from. Thought it was strange for winterYou can tell who does and doesn't wear gloves when welding by the tan line
Similar threads
- Replies
- 9
- Views
- 2K